HTF partners with Penn Engineering to bring SI® Inserts for plastic to customers worldwide. As a global leader in the manufacturing of inserts for plastics, Penn Engineering offers top-of-the-line SI® Inserts for a wide range of plastic assemblies and insertion methods. We carry a diverse inventory of Penn’s SI® Inserts—including press-in, molded-in, and ultrasonic (heat-staking) inserts with next-day shipping available.
Metal inserts are best for assembled plastic parts that need to be taken apart and reassembled multiple times, in addition to being the best choice for creating plastic parts with strong joints.
Strength Requirements
The two factors for strength requirements in an insert are resistance to the insert pulling out of the part and resistance to the insert twisting in the part when the mating fastener is torqued. The longer the insert, the greater the pull-out resistance; the greater the diameter of the insert, the more torque capacity. The knurl pattern is also extremely important and will be covered in greater detail below.
Materials
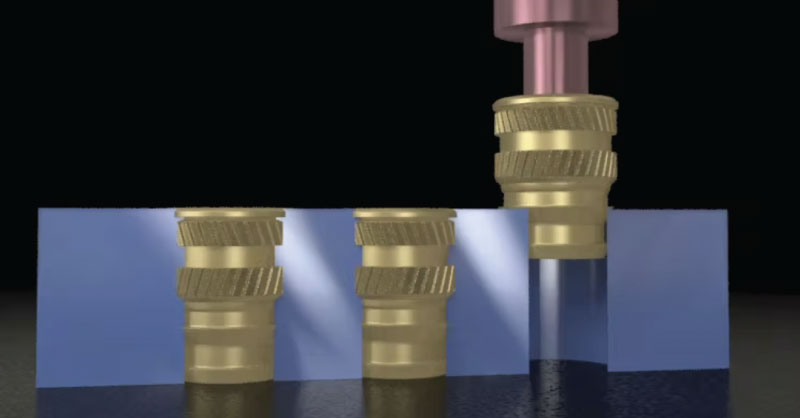
Depending on the application, both types of material, plastic, and metal matter. Two insertion processes—ultrasonic and heat-staking—involve melting previously molded plastic and work with thermoplastics. For thermosets, the options are molding in the insert, or cold pressing the insert in later, where the elasticity of the resin material becomes crucial. The most common material for the threaded inserts is brass, but with ever-increasing sustainability requirements, lead-free alternatives such as stainless steel or aluminum are growing in popularity. Stainless steel offers better strength and corrosion resistance, and aluminum inserts are about 70% lighter than brass.
Knurling
Now to knurling. Knurling is a metalworking process where a pattern is cut or rolled onto the outside of a workpiece. For threaded inserts, the knurling pattern directly impacts the strength requirements when it comes to resistance to pulling out or twisting out.
Straight Knurls
Straight knurls are parallel to the length of the insert. This pattern can be used for all methods of installation but is most often used with ultrasonic, thermal, or press-in installation methods. It is very similar to a diagonal knurl but will not turn slightly during installation like the diagonal due to the straight knurl pattern. It will provide added holding strength for torque and pull-out loads.
Diagonal/Helical Knurls
This pattern can be used with all methods of installation but is more commonly used with ultrasonic, thermal, or press-in installation methods. It will provide added strength for torque and pull-out loads.
Non-Knurled
This pattern is used most often for mold-in applications where no rotational torque resistance is needed. An undercut will be added to provide resistance to pull-out loads. No knurling is applied to the outside of the part.
Diamond Knurl
This pattern is primarily used & recommended for mold-in installation methods. It will provide added holding strength for torque and pull-out loads.
Range in Sizes
Standard threaded inserts for plastics range from about 1/8″–9/16″ in diameter to 1/8″–5/8″ in length, with thread sizes ranging from #0-80 to 3/8-16. This size range accommodates a wide array of applications in industries including electronics, automotive, aerospace, defense, medical, industrial, and recreational equipment. For physically smaller applications, such as with handheld devices, microPEM® inserts are also available as small as 1 mm (0.039″) in diameter and 1.75 mm (0.069″) in length. These tiny inserts can accommodate an M1 fastener, the smallest ISO-designated M-profile thread. They can be installed with a heat-staking or ultrasonic process, and in straight or tapered holes.
Compression Limiters
Compression limiters are non-threaded inserts used when a compressive load is applied to a plastic assembly. The compression limiter strengthens the plastic and withstands the compressive force that is applied when a mating screw is tightened. The integrity of the plastic is not compromised by the load that is applied. They can be designed in a wide range of sizes and profiles making them highly customizable. The compression limiters are available in brass, stainless steel, and lead-free aluminum, and are installed using ultrasonic, heat-staking, press-in or molded-in installation methods. They are available in four design types: flange-head, symmetrical, full diamond knurl and non-knurled symmetrical.
We take great pride in having what you need and getting it to you when you need it, while delivering the highest level of customer service in the industry. That’s why the top manufacturers in the industry partner with us. HTF is here to serve—reach out today.


.png?width=800&name=InventoryXpert-Blog-Alt%20(5).png)